At present, we can see all industries are escalating themselves by optimizing their internal and external processes. They are embracing every advanced technology to explore a new world of possibilities. In this reference, IoT (Internet of Things) is also helping diverse industries by developing an ecosystem of Smart interconnections.
Leveraging IoT in manufacturing has helped businesses achieve their commercial goals one by one. In 2019, a large number of industrial manufacturers have used IoT-enabled solutions in different areas. These are logistics, supply chain, asset management, and so on.
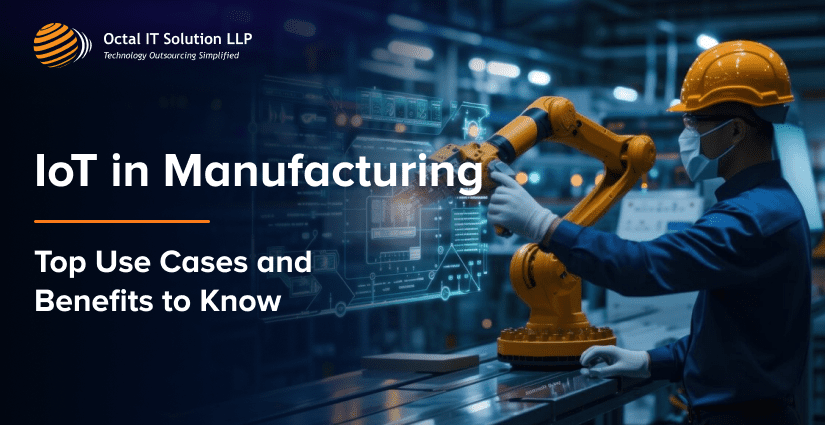
Around 50% of manufacturers used IoT in logistics, 47% used it in supply chain, 46% used it in employee and customer experience, and the rest applied it in other areas. The global market size for Industrial Internet of Things (IIoT) platforms and applications for the manufacturing sector was valued at US$ 4.4 billion in 2021. This market is forecasted to evolve at US$ 22.3 in 2025.
In the below write-up, we are going to discuss the use cases and benefits of IoT in manufacturing and how smart internet connectivity has played a key role in making the manufacturing process faster and more effective. Let’s dive deep into the details of how IoT is used in the manufacturing industry. It will also cover aspects like the benefits and applications of IoT in manufacturing. Keep reading:
What is IoT in Manufacturing?
Internet of Things (IoT) technology is helpful in driving the business force and revolutionizing industry operations. It refers to the amalgamation of interconnected devices, mechanisms, and sensors with existing processes. By applying IoT devices in manufacturing, businesses can collect and interchange data in real-time, alleviate downtime, and augment predictive maintenance.
In the manufacturing sector, IoT has enabled smart factories to automate and improve themselves for better performance. This has improved inventory management, quality control, and energy use along with providing valuable data insights. Eventually, IoT devices and IoT app development in manufacturing help transform standard processes into more data-driven and agile operations.
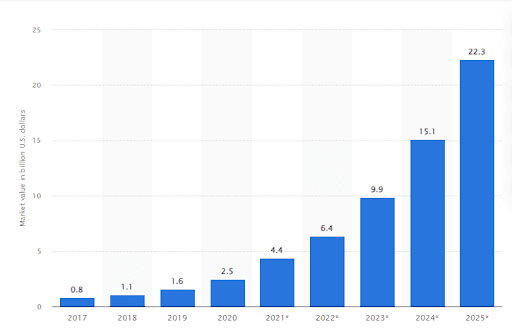
9 Best Use Cases of IoT in Manufacturing
From better efficiency to higher safety, applications of IoT in manufacturing have done magic by unlocking new potentials for enterprises. Let’s navigate to top IoT use cases in manufacturing:
1. Predictive Maintenance
Human intervention is no longer needed in the manufacturing industry to analyze any equipment-related irregularities. Now, there are used embedded IoT sensors and data insights in machinery so that operational malfunctions, such as changed numbers, temperature, pressure, etc., can be detected on time. These sensors send alerts to the respective people, helping them make better decisions.
It is called predictive maintenance or repair, which facilitates businesses in identifying issues before they cause severe equipment failure. It would be a great deal to save both costs and avoid interruptions in the production process.
2. Industrial Asset Management
Sometimes, IoT integrated with Artificial Intelligence development is more beneficial to analyze the risk of asset failure. There are used IoT devices in manufacturing to collect historical and real-time performance data. From supply chain to product delivery, they help to track and augment assets at different manufacturing stages.
Moreover, APM (Asset performance management) is envisioned to reduce the risk of unexpected downtime. These technologies are beneficial to detect possible issues using advanced analysis abilities. Manufacturers apply a proactive approach to every potential issue so that they can be prepared for any adverse effect on their production procedures.
3. Automate Production Control
While elaborating on how IoT helps in manufacturing, remote production control is a critical use case to discuss. With this, employees can gather data on production procedures remotely and check whether the result meets specific requirements and guidelines. These IoT-enabled devices can adjust and configure remotely, saving time and effort.
Further, automated IoT devices benefit employees to address performance issues with virtual networks, simplify management, and regulate equipment. With centralized access to data and virtual equipment monitoring, it is easy to look after the operation activities and devices at different locations.
4. IoT Energy Management
IoT devices in manufacturing observe energy consumption in different parts of the industry to find ways to save energy. Smart lighting and temperature automation are also very effective techniques of energy-savings in the manufacturing industry.
Here IoT-driven energy management system helps to monitor energy consumption per unit of equipment. Wearable sensors and IoT devices in manufacturing can gather this data across all the processes.
IoT integration enables manufacturers to save costs by decreasing transformer damages and standby loads while preventing heavy loads. With these, it is easier to reduce the energy consumption without impeding the overall productivity.
5. Inventory & Supply Chain Management
From raw materials to the end product, data is collected from sensors, devices, and scanners using IoT-enabled traceability and supply chain software development in the supply chain. IoT in manufacturing enables operators to employ GPS trackers, RFID tags, Just-In-Time inventory, and temperature sensors to monitor the exact condition, location, and movement of products across the supply chain.
Integrating advanced technologies and real-time tracking helps businesses to address inadequacies, identify shipping routes, alleviatethe lead graph, and prevent damages caused by mismanagement.
6. Quality Control & Product Improvement
Applications of IoT in manufacturing facilitate remote monitoring for manufacturers, leading to easy management of multiple operations. Additionally, using Smart IoT devices observes KPIs such as pressure, temperature, vibration, and humidity. If any dissimilarity occurs, it informs operators to take the necessary action instantly.
All errors will be reported in real-time, enabling operators to prevent quality deterioration. Automated quality management processes also increase accuracy and alleviate fault risks.
It is considered an advanced IoT data-driven technique for fostering quality control. It ultimately improves product quality, decreases waste, and provides customers with a better and more satisfactory experience.
7. Better Efficiency & Worker Safety
Wearable devices such as smart helmets, vests, etc., are perfect examples of IoT in manufacturing. They detect and update any signs of injuries or possible risks. The use of smart IoT-connected devices ensures workers’ safety while tracking their activities and engagements.
These are also used to identify manufacturing workflows and boost productivity. Manufacturers have started to implement IIoT (Industrial Internet of Things) systems. These include sensors, scanners, and cameras, along with AR and AI tools, to analyze possible hazardous situations with machinery that can lead to injuries.
Such IoT-driven solutions can help businesses react on time to prevent emergencies by taking quick actions. With the help of Smart devices, they can also track workers’ health status and weakness levels.
Also Read: How Much Does It Cost to Develop an IoT App
8. Digital Twins
The concept of digital twins is entirely a simulated or virtual real-world object applied within a digital area to display the insides of a factory. Manufacturers install uncountable sensors across the region to get product data insights such as thickness, color, and temperature.
It allows operators to fine-tune production systems and improve assembly in real-time. It results in better productivity, cost reduction, and higher product quality. Consider that these digital twins can also work for any specific asset, production line, ready-made products, and real or physical world scenes added in the manufacturing process.
9. Production Visibility
Applications of IoT in manufacturing have the potential to boost growth for manufacturers, providing higher production visibility and generating higher revenue. Manufacturing supervisors and operators have started using connected equipment with a machine monitoring solution.
It is beneficial to get insights about all the production processes and machines via visual manufacturing dashboards. With this, they can also track the performance against production ideas.
The result leads to improved equipment performance comprising predictive maintenance, process optimization, and quality. With IoT-enabled solutions, manufacturing businesses can check on production interruptions in real-time to address or prevent them to optimize the productivity levels.
Manufacturers can also streamline inventory effectively by monitoring existing products, quality, and location. It leads to lower operational costs, better business intelligence, and augmented customer services.

Explore Benefits of IoT in Manufacturing
IoT use cases in manufacturing have helped the industry with numerous benefits. From improved decision-making to better safety to cost efficiency, here you can check the diverse benefits of IoT in manufacturing:
- Augmented Operational Efficiency
IoT use cases in manufacturing help the industry obtain real-time data on production processes, resource usage, and machinery performance. It also helps create intelligent networks that communicate and interact with each other easily.
With this detailed data, manufacturers can manage workflows, improve operations, and get better efficiency.
- Cost Reduction
Better resource utilization and predictive maintenance are two of the most important aspects to reduce costs and efficient use of materials & energy in the production processes. These have a direct impact on the complete financial factor of a manufacturing business.
- Data-driven Decision-Making
With continuous monitoring and data gathered from IoT sensors, manufacturers can make their decisions based on accurate insights. It facilitates early detection of failures while ensuring better productivity and customer satisfaction.
- Scalability & Flexibility
Businesses can get custom-made and scalable IoT-integrated solutions aligned with their specific production process requirements. This helps manufacturers offer flexibility based on customer preferences, evolving market conditions, and overall supply chain management.
- Better Product Quality
IoT devices in manufacturing enable businesses to monitor the process continuously while analyzing the production data. It helps prevent issues, defects, and failures, resulting in fewer recalls and better product quality.
- Improved Workers Safety
Leveraging IIoT solutions and wearable IoT devices, manufacturers can track workers’ activities to prevent injuries or accidents. They can also observe other factors and events that can lead to serious mishaps, such as machinery failure, collapse, or gas leak.

In Essence
After reading the above article, it will be correct to say that the future of IoT in manufacturing is bright. Applications of IoT in manufacturing have done wonders by reducing costs, streamlining processes, and improving efficiency resulting in revolutionizing the industry. Nevertheless, it is important to address the challenges, including data security, interoperability, etc., to make the most of the benefits of IoT in manufacturing. It also results in higher growth and innovation within the domain.
In the present time of advanced technologies and tools, businesses in the manufacturing industry must consider making the right decision to stay competitive in a digitally interconnected world. They can seek the help of leading IoT services providers such as Octal IT Solutions, which possess extensive knowledge and experience in the same industry. Our vetted team of experts will help you acquire high-quality IoT-enabled solutions aligned with your business goals.
Hurry up and connect with our experts!
FAQs:
Key benefits of IoT in manufacturing include better operational efficiency, augmented quality control, less downtime, predictive maintenance, streamlined inventory management, and others.
You can start implementing IoT devices in manufacturing by analyzing potential areas such as inventory or maintenance management. You can also consult a leading IoT development company to ensure following the right procedure.
Yes, it will. We build IoT-driven solutions according to the different needs of businesses, whether small, medium, or large. We also provide customized IoT-driven solutions that can scale with your company.

 By
By November 17, 2025
November 17, 2025